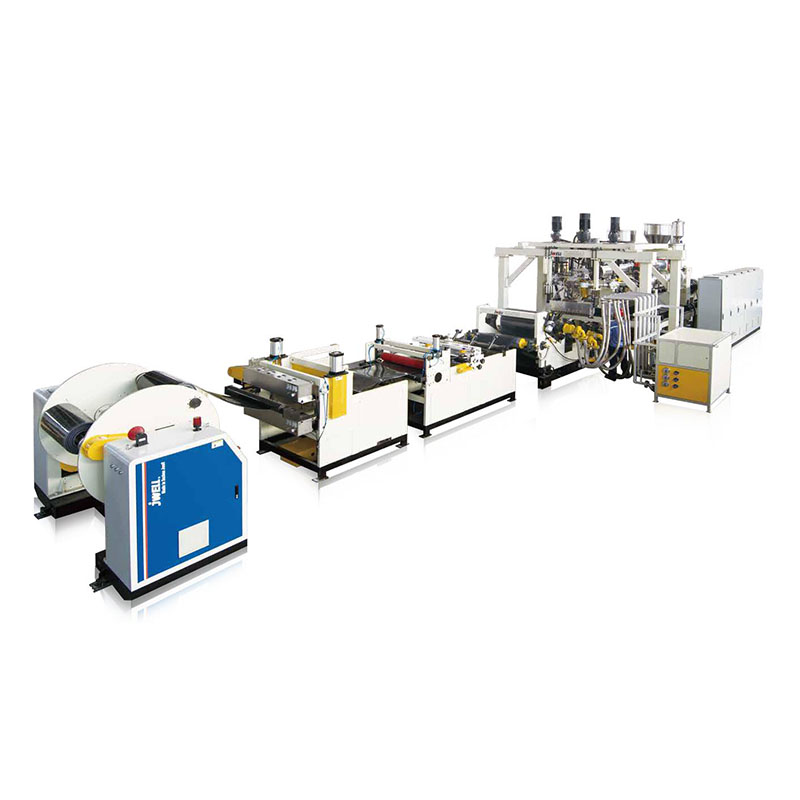
PP eta kaltzio hautsa Ingurumena babesteko xafla estrusio-lerroa
PP+CaCo3 xafla estrusio-lerroa ingurumena errespetatzen duena
Jwell konpainiak garatutako hiru estrusoreak erabiltzen ditu 3 edo 4 geruza koestrusiorako. Lerro honek Jwell-ek diseinatutako azken PP + CaCo3 torloju aireztatua eta PLC ordenagailua kontrolatzeko gailua eta automatikoki lodiera detektatzeko gailua hartzen ditu, makinak xafla ekoizpenean CaCo3-ren ehunekoa maximizatu dezan, xaflaren kostua murrizteko eta ekoitzitako xaflak. propietate fisiko onak eta prozesatzeko gaitasun gehiago lortzeko. Txinako xafla makina aurreratuena da.
Zehaztapen tekniko nagusia
|
Eredua |
JW-120/100/45-1500 |
|
Produktuen Zabalera |
1320 mm |
|
Produktuen lodiera |
0,3 mm |
|
Geruzen egitura |
A/B/C/A |
|
Edukiera |
800 kg/h |
Oharra: zehaztapenak aldez aurretik jakinarazi gabe alda daitezke.
Amaitutako produktuen erakusketa




Plastikozko estrusio-makinaren osaera
Plastikozko estrusio-makina baten makina nagusia estrusore bat da, estrusio-sistemaz, transmisio-sistemaz eta berotze- eta hozte-sistemaz osatuta dagoena.
Estrusio-sistema
Estrusio-sistemak Estrusioa, Elikadura Sistema, Pantaila-aldaketa, Neurketa-ponpa, T-die ditu. Plastikoa estrusio-sistemaren bidez urtu uniforme batean plastifikatzen da, eta torlojuaren bidez etengabe estruitzen da prozesuan ezarritako presiopean.
Torlojua eta kanoia: Estrusorearen zatirik garrantzitsuena da. Estrusorearen aplikazio-eremuarekin eta produktibitatearekin zuzenean lotuta dago. Erresistentzia handiko eta korrosioarekiko erresistentea den aleazio-altzairuz egina dago. Upelak torlojuarekin lankidetzan jarduten du plastikoa birrintzea, leuntzea, urtzea, plastifikatzea, aireztatzea eta trinkotzea lortzeko, eta etengabe eta uniformeki kautxua moldatzeko sistemara helarazten du.
Elikadura sistema: bere funtzioa plastiko-forma desberdinak estrusorearen tolgira uniformeki garraiatzea da.
Pantaila aldatzailea: Bere funtzioa plastikoan mota guztietako ezpurutasunak kentzea da
Neurketa-ponpa:Estrusorearen aurrean ponpa bat hornitzea, ponparen aurretik presioa egiaztatzea eta estrusio-abiadura kontrolatzea, pultsazioak eta material irregularra elikatzea minimizatzen duena eta polimeroa leunki estrusioa eta trokel-burura etengabe entregatzen dela ziurtatzen du. Ponparen oskolak kalitate handiko aleazio-altzairua hartzen du eta
engranajeak kromo altzairu itzaltua edo kalitate handiko beste metalezko material batzuk erabiltzen ditu, eraginkortasun handia eta ihesak ez direla ziurtatzen dutenak.
T-trodoa: T-troquelaren funtzioa biraka egiten duen plastikozko urtua mugimendu paralelo eta lineal batean bihurtzea da, uniformeki eta leunki sartzen dena.
Transmisio-sistema
Gidatze-sistemaren funtzioa torlojua gidatzea eta estrusio-prozesuan torlojuak eskatzen duen momentua eta abiadura hornitzea da. Normalean motor batek, erreduktore batek eta errodamendu batek osatzen dute.
Berotzeko eta hozteko gailua
Berotzea eta hoztea beharrezkoak diren baldintzak dira plastikozko estrusio-prozesua gauzatzeko.
1. Estrusoreak normalean berogailu elektrikoa erabiltzen du, erresistentzia berogailuan eta indukziozko berokuntzan banatzen dena. Xafla berogailua gorputzean, lepoan eta buruan instalatzen da. Berogailuak zilindroko plastikoa kanpotik berotzen du, tenperatura igotzeko prozesuan behar den tenperaturara iristeko.
2. Estrusorearen hozte-gailua plastikoa prozesuak eskatzen duen tenperatura-tartean dagoela ziurtatzeko ezartzen da. Zehazki, torlojuaren biraketak eragindako zizaila-marruskadurak sortzen duen gehiegizko beroa baztertu nahi du, tenperatura altuegia izan ez dadin plastikoa deskonposatu, kiskaldu edo forma zailtzeko. Upel hoztea bi motatan banatzen da: ura hoztea eta airea hoztea. Orokorrean, estrusore txikiak eta ertainak airea hozteko egokiagoak dira, eta tamaina handikoak, gehienetan, urarekin hozten dira edo bi hozte-modurekin konbinatzen dira.





